Vacuum casting or urethane casting is ideal for prototyping and low volume production runs of plastic parts. It is a versatile but often overlooked process so here is a quick look at how it works, what it is best for, and where it falls down when compared to other processes.
Vac casting is labor-intensive but still allows for fast turnaround times.
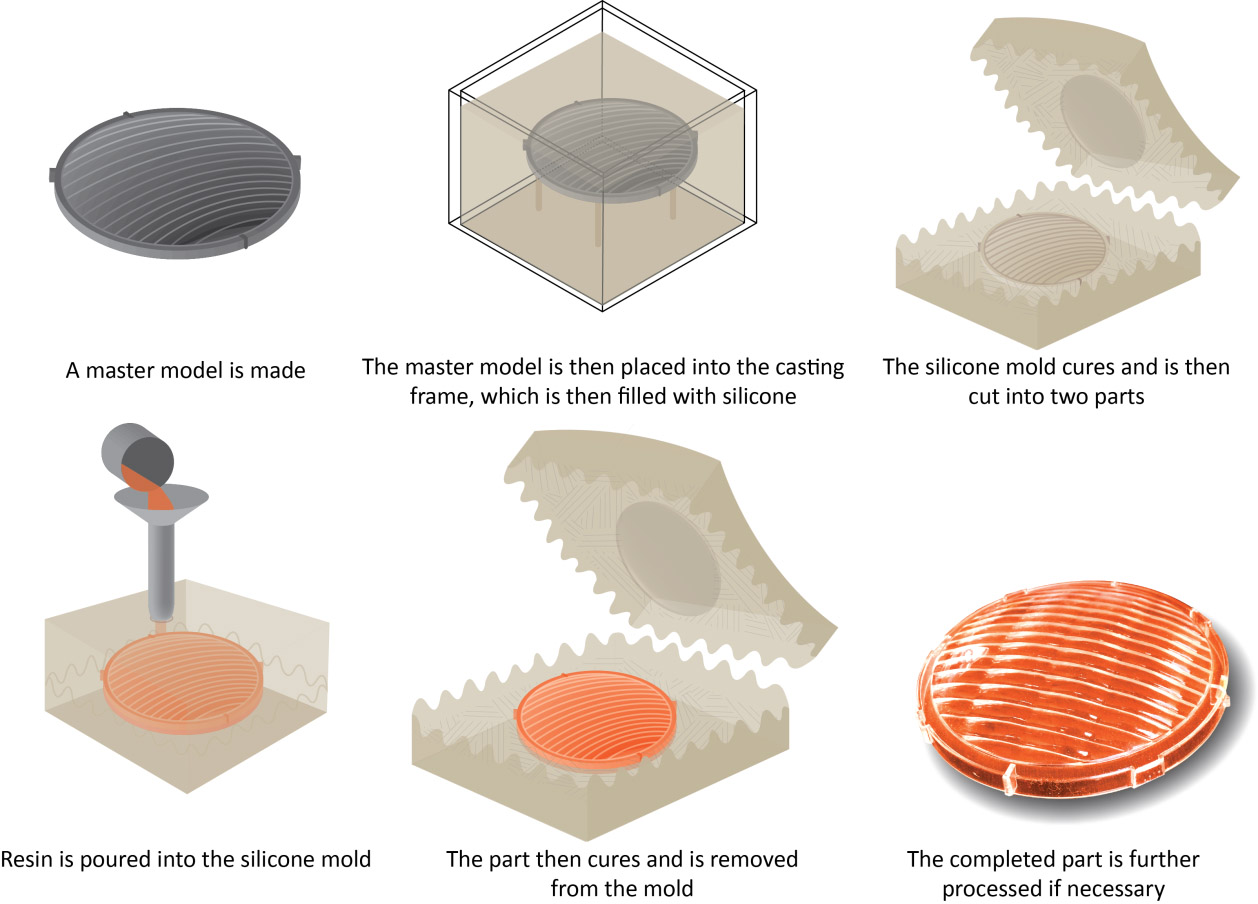
● Step one involves making a master model, often by SLA or CNC. These are then hand-finished producing the desired surface, it is at this stage you can apply certain textures or polish for a very glossy look.
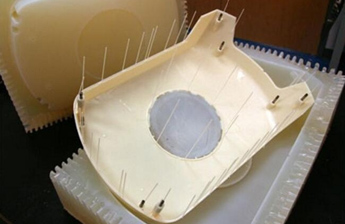
● Step two sees the master model suspended in a container and covered with liquid silicone which hardens to form the mold. The original is then cut from the tool to leave a cavity inside.
● Step three is to cast the parts. A wide range of polyurethanes are available. An A and B material are mixed together and then poured into the tool cavity, the whole thing is then cured in a vacuum to get rid of the air bubbles.
● The final stage is to remove and finish the parts which might have a lot of flash due to the soft tool material.
You can rerun the final two steps to cast further reproductions.
Depending on the type of silicone used for the tools the tolerance and finish required and the geometry of the parts you can generally get between ten and twenty reproductions from each tool.
So that’s how the parts are made but what about the relative strengths and weaknesses vs alternative technologies.
Vacuum casting is great when you need low volumes of parts relatively quickly, the master models are produced quickly especially if 3D printed and tooling is no more than one day. The casting process generally takes a few hours per cycle then depending on the finish you require they need a little cleaning up and they are good to go. This rapid turnaround time beats most other technologies and is often the only way to get the parts you need in a hurry.
Other advantages include part pigmentation, giving a finish similar to injection moldings. You can also apply a range of surface textures that would not be an option for CNC machined parts.
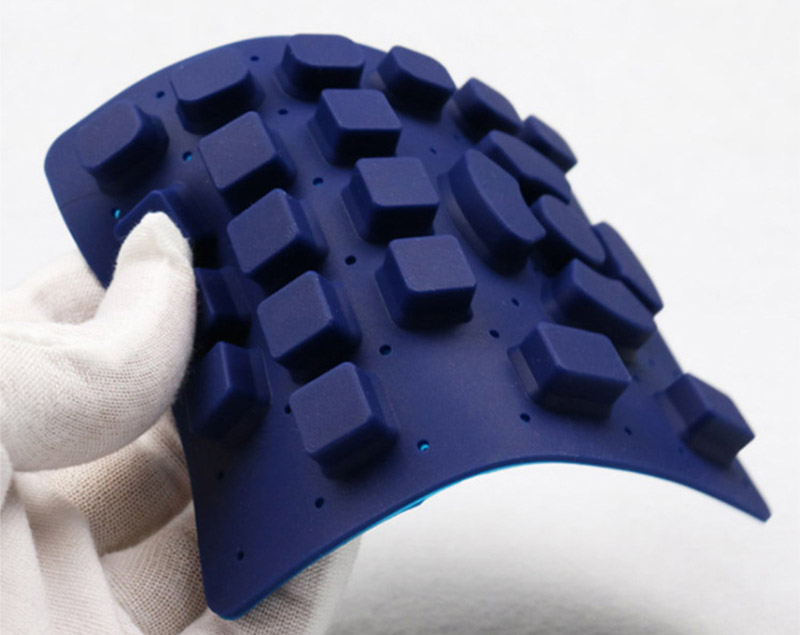
As the tools are silicone, which is soft often complex geometries which could have meant splitting the parts for CNC machining becomes possible for vacuum casting. There are also soft, rubber-like materials available so rubber parts and over-molding is possible.
The tools are cheap so the initial investment is lower when compared to injection molding, allowing for low-cost market testing and many rapid design iterations.
There are some disadvantages though, principally the material selection, which is limited to polyurethanes. PU materials are available in many different types which have characteristics similar to other plastics such as ABS, PP or acrylic but they are still PUs which as far as I understand are still not recyclable.
The process is labor-intensive so once you get into the high tens and hundreds of parts it might be better switching to rapid tooling which despite the higher tooling costs could be cheaper.
The parts can be self-colored but this pigmentation is generally done by hand/eye and means often the results are difficult to control. This means if you need an exact color match you may still need to paint the parts.
The silicone tools are soft and often the parts have a lot of flashes that need cleaning up, this can also affect the tolerances you can hold so it is not really a good fit where high precision is required.
Vacuum casting is great for prototypes and low volume production runs of plastic parts for development and engineering or market testing. It is a flexible process delivering good results and as long as you understand the limitations and select it only when it makes sense you should be safe.
To start your project review today email info@cpmmfg.com